Aluminium rubber, also known as aluminum rubber or aluminum-filled elastomer, is a composite material that combines the properties of aluminum and rubber. This unique combination results in a material with enhanced mechanical, thermal, and electrical properties, making it suitable for a wide range of applications across various industries.
The composition of aluminum rubber typically involves embedding aluminum particles or fibers within a rubber matrix, which can be made from various elastomers such as silicone, EPDM (ethylene propylene diene monomer), or neoprene. The aluminum particles can vary in size and shape depending on the desired properties of the final material.
One of the key advantages of aluminum rubber is its lightweight yet durable nature. Aluminum is known for its low density and high strength-to-weight ratio, while rubber provides flexibility and resilience. By combining these two materials, aluminum rubber offers a balance of strength and flexibility that makes it ideal for applications where weight reduction and mechanical robustness are important considerations.
Furthermore, aluminum rubber seals exhibits excellent thermal conductivity due to the presence of aluminum, which allows for efficient heat dissipation. This property makes it suitable for use in heat transfer applications, such as thermal interface materials in electronic devices, heat sinks, and gaskets for sealing applications where temperature management is critical.
In addition to its mechanical and thermal properties, aluminum rubber also possesses good electrical conductivity, making it useful in applications requiring electrical grounding or shielding. The conductive nature of aluminum rubber allows it to dissipate static electricity and electromagnetic interference, thereby protecting sensitive electronic components from damage.
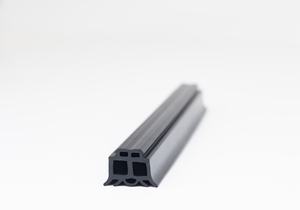
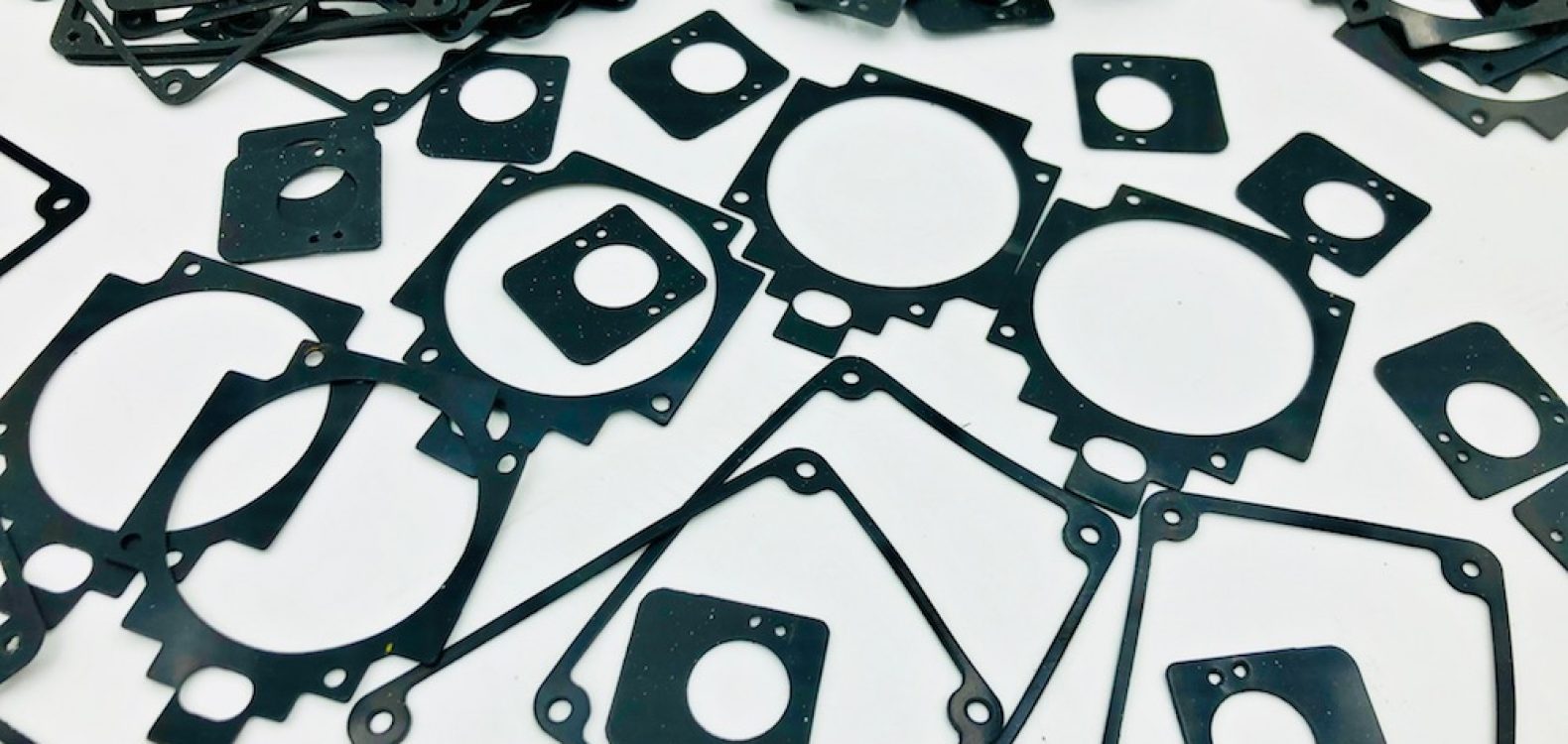
The versatility of aluminum rubber extends to its ability to be molde
d or extruded into various shapes and sizes, making it adaptable to different manufacturing processes and product designs. It can be formed into sheets, strips, gaskets, seals, O-rings, and custom-molded parts to suit specific application requirements.
Some common applications of aluminum rubber include:
1. Automotive industry: Used in gaskets seals, and vibration-damping components to improve performance and reduce noise, vibration, and harshness (NVH).
2. Electronics: Employed as thermal interface materials (TIMs) for heat dissipation in electronic devices such as computers, LED lighting, and power electronics.
3. Aerospace and aviation: Utilized in aircraft seals, gaskets, and insulation for its lightweight and fire-resistant properties.
4. Construction: Applied in building facades, curtain walls, and roofing systems for thermal and weather insulation.
5. Industrial machinery: Used for vibration isolation mounts, conveyor belts, and damping pads to reduce noise and vibration in machinery and equipment.
Overall, aluminum rubber offers a compelling combination of mechanical strength, thermal conductivity, electrical conductivity, and flexibility, making it a versatile material with diverse applications across multiple industries. Its unique properties make it an attractive choice for engineers and designers seeking lightweight, durable, and high-performance materials for various applications.